- Фрикционные накладки сцепления — основные характеристики
- Принцип работы накладки сцепления
- Применение фрикционных накладок сцепления
- Из чего изготавливаются накладки дисков сцепления
- Главная деталь сцепления. Историко-технологические заметки
- Не просто момент
- Какие бывают накладки
- По спирали
- Эллипс и синус
- Об отверстиях
- О канавках
- Об автозаводах
- О ресурсе
- Фрикционные накладки сцепления: из каких материалов лучше
- Органические накладки
- Кевлар
- Керамика
- Металлокерамика
Фрикционные накладки сцепления — основные характеристики
Принцип работы накладки сцепления

Основные причины износа накладки фрикционной и ее замены:
— Естественный эксплуатационный износ;
— Рывки при трогании грузового транспорта (особенно груженого) и грубое вождение;
— Неправильно отрегулированная педаль сцепления;
Помните! Своевременная замена накладок сцепления увеличивает срок эксплуатации всей муфты сцепления, а также создает комфортные условия для безопасного вождения.
Применение фрикционных накладок сцепления
Ключевую роль в управлении грузовыми автомобилями, тракторами и спецтранспортом играют фрикционные накладки сцепления, принимающие на себя основные нагрузки при передаче крутящего момента. Учитывая сложные условия эксплуатации тяжелой грузовой техники, фрикционные накладки дисков сцепления из-за выгорания и износа необходимо регулярно заменять.
Определить время замены можно по характерному запаху во время переключения передач, нештатной отработке механизма сцепления и появлению посторонних шумов в коробке передач.
Фрикционные накладки сцепления рассчитаны на работу при температурах до 350 градусов и выше. Это необходимое условие, особенно в грузовиках и тракторной технике, поскольку сцепление рассчитано на силу трения, то в момент работы дисков, температура достигает критических показателей.
Из чего изготавливаются накладки дисков сцепления
Эффективность работы сцепления в момент максимальных нагрузок и его эксплуатационный ресурс в большой степени зависит от материала, служащего для вхождения дисков в зацепление. Эту функцию выполняют накладки дисков сцепления, изготовленных из различных материалов.
В большинстве случаев, материалом служит композитная смесь волокон стекла, металла и скрепляющих добавок.
Существуют следующие виды накладок сцепления:
— Тканые;
— Навитые;
— Формованные;
Полимерный композиционный материал формуют в пресс-форме с принудительным подогревом. Эллипсонавитые накладки производят из пропитанной нити с металлической проволокой и последующим процессом вулканизации в специальных прессах. Очень распространенный материал – композиция органическая фрикционная. Накладки из данного материала идеально подходят для небольших нагрузок, при жестких условиях необходимо выбирать более дорогие и надежные. Для семейного передвижения ресурс накладки может достигать 120 тыс. км и более, при жестких условиях, накладка может выйти из строя уже после 10 тыс. км пробега.
Основные признаки и свойства качественной фрикционной накладки (на что обращать внимание при выборе)
По состоянию накладки можно определить техническое состояние ведомого диска. У некачественных накладок можно рассмотреть сколы, трещины, шероховатости. Накладки из органической композиции не отличаются износостойкостью.
На поверхности накладок не должно быть масла или иных жидкостей, что приводит в пробуксовке сцепления и быстрому выходу фрикционной накладки из строя.
Ассортимент фрикционных накладок сцепления для грузовых автомобилей смотрите в разделе КАТАЛОГ.
По вопросам приобретения накладок дисков сцепления обращайтесь в отдел продаж АО «Тамбов АТИ» по телефону в Москве (495) 789-69-88 или через форму обратной связи на нашем сайте.
Главная деталь сцепления. Историко-технологические заметки
Не просто момент
Как известно, сцепление служит для временного отсоединения силовой передачи от двигателя. Когда сцепление включено, оно передает… крутящий момент двигателя? Не совсем так.
Вот простой пример – стоящий автомобиль. Чтобы стронуть машину, необходимо преодолеть силу трения покоя. Ведомый диск вынужден передавать так называемый момент трения сцепления. А он может существенно превышать крутящий момент, передаваемый при движении, – и узел обязан эту нагрузку выдерживать. Главная роль здесь принадлежит фрикционным накладкам сцепления.
Какие бывают накладки
По способу изготовления накладки классифицируются следующим образом:
- формованные из массы;
- картонно-бакелитовые (прессованные из картона) со специальной пропиткой;
- тканно-бакелитовые, получаемые из текстильной ленты с пропиткой;
- спирально-навитые, получаемые из армированной нити с пропиткой;
- эллипсонавитые, также получаемые из армированной нити, но уложенной иным, более рациональным способом.
В чем же преимущества того или иного способа? Если рассматривать стоимость, то наиболее дешевыми получаются накладки первых трех групп.
Но появление высокооборотных двигателей повысило требования к динамической прочности накладок. Ясно, что современный автомобиль, набирающий большую скорость за считанные секунды, должен иметь сцепление, защищенное от «разноса».
Этому явлению лучше всего противостоят накладки четвертой и пятой групп. Каркас из нити, армированной латунной или медной проволокой и связанный специальным составом, прекрасно справляется с инерционным нагрузкам. Об этом – в следующих разделах.
По спирали
В свое время российские заводы закупили в Германии технологию изготовления накладок сцепления из пропитанной нити, армированной латунной или медной проволокой. Суть в следующем: на специальном станке навивалась бобина – дорн. После соответствующей термообработки дорн подобно колбасе разрезался на кольца – полуфабрикаты будущих накладок. А поскольку нить укладывалась по спирали, эти изделия так и назывались – спирально-навитые.
Они противостояли «разносу» намного лучше формованных, но и здесь нашлась своя ложка дегтя: нить, арматура будущей накладки, оказывалась многократно перерезанной в плоскости, перпендикулярной оси дорна. Поэтому изготовители накладок перешли к индивидуальной спиральной навивке каждой накладки.
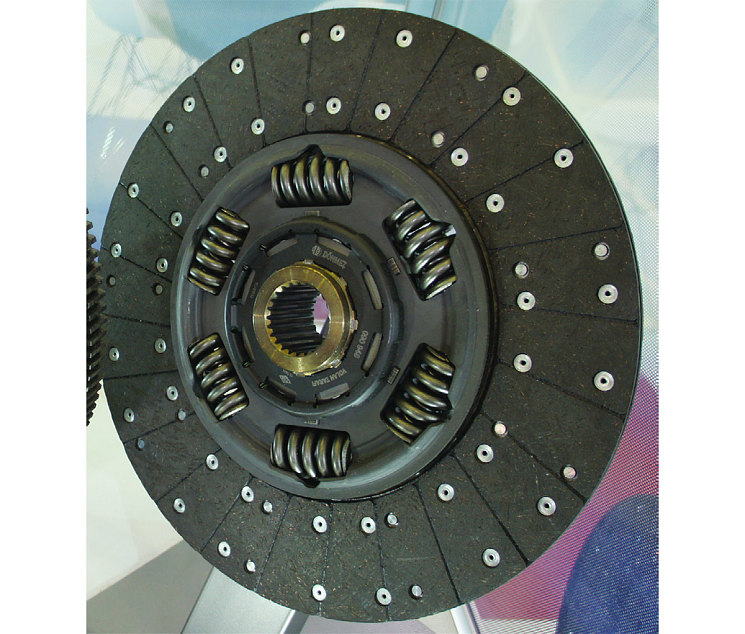 Ведомый диск сцепления с новенькими фрикционными накладками
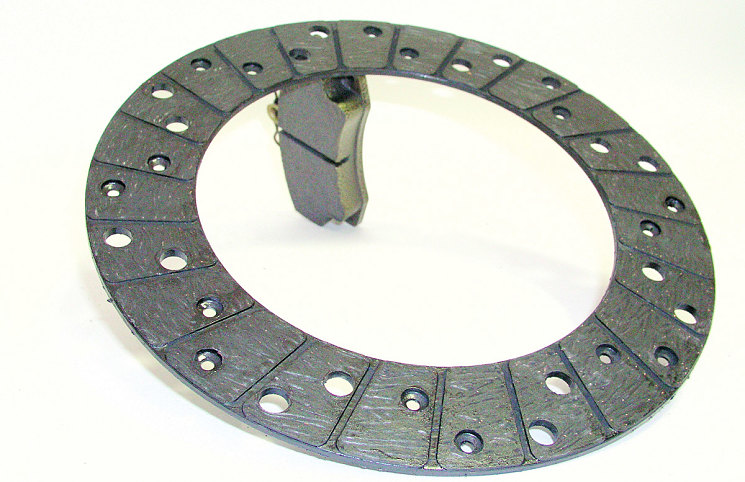
Ведомый диск сцепления с новенькими фрикционными накладками  А это диск, отслуживший свой срок, хотя еще работоспособный. Его ресурс обеспечила технология, представленная на следующих фотографиях
А это диск, отслуживший свой срок, хотя еще работоспособный. Его ресурс обеспечила технология, представленная на следующих фотографиях
Эллипс и синус
Потом выяснилось, что и спирально-навитые накладки панацеей не являются. Требования к стабильности веса, равномерности износа накладки и контртела (маховика и нажимного диска), переход на безасбестовые ингредиенты и ряд других условий заказчиков привели к внедрению иного, более совершенного способа укладки нити – по дуге эллипса, направленной от внутреннего кольца накладки к внешнему.
При изготовлении детали тарелка навивочного станка вращалась – да так, чтобы при повороте на 360° нить не ложилась на нить. Тем самым достигалась равномерная плотность укладки, а значит, и прочность изделия. Накладки, полученные таким способом, назвали эллипсонавитыми. Эта технология стала господствующей, а потому будем говорить о ней в настоящем времени.
При изготовлении накладок среднего и большого диаметра (например, для дизельных двигателей грузовиков) применяют более «хитрый» способ укладки нити: по синусоиде, «бегающей» между внутренней и внешней окружностями кольца. Нить при этом укладывается еще более равномерно.
 Это сырье, а точнее компонент будущей нити, из которой навивается диск сцепления
Это сырье, а точнее компонент будущей нити, из которой навивается диск сцепления  Сама нить, а точнее «косичка», формируется из нескольких компонентов, включая проволоку
Сама нить, а точнее «косичка», формируется из нескольких компонентов, включая проволоку
Эллипсонавитые изделия (к ним относят и «синусоидальные») позволили исключить возникновение кольцевых трещин, усреднили кольцевые износы и вылечили многие другие болезни, присущие спирально-навитым накладкам.
Сегодня все производители накладок, как российские, так и зарубежные, выпускают эллипсонавитые изделия. Они легко узнаваемы по характерному рисунку фрикционной поверхности (см. нижнее фото на с. 37).
Об отверстиях
Накладкам необходимы отверстия для крепления. Они должны делаться строго по чертежу предприятия, собирающего узел сцепления.
Отверстия бывают двух типов: под заклепки, с утопленной площадкой (заплечиком) для шляпки, и технологические, для работы с заклепками противоположной накладки.
Однако заводы, выпускающие накладки, изготавливают их как с отверстиями, так и без оных. Дело в том, что многие заказчики, автомобильные и моторные заводы, хотят выполнять эту операцию сами.
Отверстия можно получать тремя способами: закладывать в конструкцию пресс-формы, пробивать специальным штампом или сверлить. Понятно, что изготовитель накладок может применять любой из перечисленных способов, а заказчик (автозавод или ремонтное предприятие) – лишь второй или третий.
На большинстве предприятий отверстия сверлят на многопозиционных станках. Этот метод обеспечивает отменную точность, да вот беда: нить при сверлении перерезается, уменьшая прочность накладки. Поэтому ведущие заводы применяют технологию получения отверстий на стации прессования накладок.
То, что нить при этом остается целой, само собой. Но это еще не все: данная технология позволяет уменьшить толщину заплечиков и увеличить ресурс изделий до контакта заклепок с нажимным диском или маховиком.
 А это готовая нить с пропиткой, поступающая на навивочный станок
А это готовая нить с пропиткой, поступающая на навивочный станок 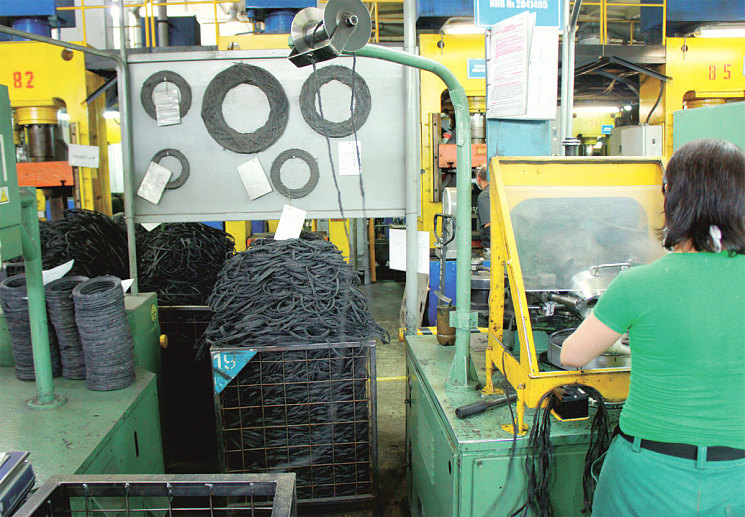 Навивочный станок
Навивочный станок  Стол вращается, на нем формируется кольцо – будущая накладка
Стол вращается, на нем формируется кольцо – будущая накладка  Штанга прокидывает нить по дуге эллипса, от внутренней окружности к внешней. В итоге получается эллипсонавитая накладка
Штанга прокидывает нить по дуге эллипса, от внутренней окружности к внешней. В итоге получается эллипсонавитая накладка  А вот и полуфабрикат – свитая из нити накладка
А вот и полуфабрикат – свитая из нити накладка
О канавках
Канавки на поверхности накладок – зарубежное изобретение. Считается, что они служат для отвода тепла и удаления продуктов износа на периферию. Линии канавок располагаются, как правило, по хордам, под некоторым углом к радиусу кольца. Они имеют форму отрезка прямой или дуги малой кривизны. Такая конструкция канавки несколько компенсирует потерю прочности накладки.
Канавки получают непосредственно в прессформе. Если внимательно посмотреть на канавку, то около края накладки можно заметить перекрывающий буртик – это след выхода фрезы при изготовлении прессформы.
Этот буртик может препятствовать отводу абразива, то есть играть роль, противоположную требуемой, и его следовало бы удалять. Но на практике этого никто не делает.
Да и споры на тему «нужны ли нам канавки» не закончены до сих пор. Судите сами – глубина канавки гораздо меньше глубины шляпки заклепки. Канавка полностью истирается, когда накладка вырабатывает 30–50% своего ресурса, после чего сцепление работает со сплошным диском. А увеличить глубину канавки нельзя – это резко уменьшит прочность накладки.
Поэтому накладки выпускают и с канавками, и без оных. Последний вариант удешевляет как пресс-формы, так и сами изделия.
 Полуфабрикат накладки поступает под пресс, где выдерживается при строго определенной температуре и давлении
Полуфабрикат накладки поступает под пресс, где выдерживается при строго определенной температуре и давлении  Такими накладки выходят из-под пресса
Такими накладки выходят из-под пресса  Накладки после шлифования. А вот мы их сейчас проверим – нет ли коробления и разнотолщинности?
Накладки после шлифования. А вот мы их сейчас проверим – нет ли коробления и разнотолщинности?  Современная эллипсонавитая фрикционная накладка сцепления. Характерный рисунок нити говорит о правильной технологии изготовления. Разноса на высоких оборотах не будет
Современная эллипсонавитая фрикционная накладка сцепления. Характерный рисунок нити говорит о правильной технологии изготовления. Разноса на высоких оборотах не будет
Об автозаводах
Кроме общих, формальных требований к накладкам сцепления у автомобильных и моторных заводов есть и собственные, индивидуальные.
Так, АВТОВАЗ во главу угла ставит комфортность движения, в частности обеспечение плавности при трогании и отсутствие вибраций. Ульяновский автозавод, «военная косточка», предъявляет повышенные требования к температурным характеристикам, а Ярославский моторный требует от накладок передачи большого крутящего момента на сравнительно небольшой площади трения.
О ресурсе
Сколько служат накладки сцепления? Эта величина оговорена в нормативной документации в форме так называемого гамма-процентного ресурса. Но нам с вами привычнее километры. Так вот: АВТОВАЗ требует от изготовителей накладок ресурс 160 тыс. км, за рубежом производители сцепления называют 150 тыс. км пробега.
Доводить сцепление до запредельного износа не следует – при уменьшении толщины накладок начинают работать торцы заклепок. Это приводит, как правило, к пробуксовке сцепления и к появлению кольцевой выработки на контртеле.
Перенаклепка накладок на бывшем в употреблении ведомом диске, по мнению специалистов, восстановит его работоспособность лишь на 80%. Ведь многие другие детали, и прежде всего демпфирующие пружины, уже будут «усталыми». Поэтому лучше менять диск в сборе. И разумеется, он должен быть с фрикционными накладками от надежного производителя.
В статье использована информация АО «ТИИР»
Фрикционные накладки сцепления: из каких материалов лучше

Эффективность передачи крутящего момента, плавность включения, износостойкость и долговечность сцепления в большей степени зависит от материала, который используется для фрикционных накладок ведомого диска. В данной статье описаны все наиболее популярные на сегодняшний день материалы, которые используют автопроизводители.
Органические накладки
Основой органических фрикционных накладок является фенольная смола (синтетический материал, полученный поликонденсацией фенолов с различными альдегидами, в числе которых, например, формальдегид), модификаторы трения (порошок металлов или оксидов металлов), и различные составы резиновых смесей. Такие фрикционные накладки бывают двух типов:
- Формованные накладки, часто называют отлитые (molded facing). Недорогие в производстве, но имеют небольшую прочность: при стендовых испытаниях они начинаются разрушаться при достижении 5000 оборотов в минуту и температуре 250 С. В настоящий момент эта технология является устаревшей и остались лишь немногие предприятия в азиатских странах, которые её используют.
- Плетеные накладки (woven facing). В материал таких фрикционов вплетены нити из стекловолокна, что значительно повышает прочность изделия: при стандартных стендовых испытаниях разрушение начинается при достижении 10000 оборотов в минуту, а рабочая температура достигает 300 — 320С. Плетеные органические фрикционные материалы обычно используются для комплектации сцеплениями современных серийных автомобилей, поскольку они обеспечивают хорошую комбинацию плавности включения, прочности, износостойкости и стоимости. При эксплуатации на малых и средних нагрузках ресурс заводского сцепления составляет 100 – 150 тыс. километров. В настоящий момент это самый распространённый материал для массовых автомобилей, доля которого составляет 90%.
- Усиленные органические накладки (Heavy-duty organic facings). Сделаны на основе предыдущего типа органических накладок: они имеют такое же конструктивное исполнение и они также обеспечивают плавное трогание автомобиля с места, но температурный режим, при котором они сохраняют свои рабочие свойства, достигает 370С, что значительно повышает их стойкость и долговечность. Такие улучшенные характеристики органических накладок типа HD Organic обеспечиваются наличием в основе фрикционов дополнительного количества металлических компонентов, которые собственно и усиливают фрикционный материал в плане термостойкости и износостойкости. Максимальная рабочая температура накладок этого типа всего на 50 градусов выше обычных органических, однако, эта разница позволяет получить довольно износостойкий материал, пригодный к использованию в накладках ведомых дисков для лёгких коммерческих автомобилей и легковых автомобилей, которые часто эксплуатируются с прицепом.
Кевлар

Кевлар (Kevlar) – торговая марка синтетического материала, созданного химическим концерном DuPont, который пришел к автопроизводителям из космической отрасли. Этот прочный и легкий материал имеет два ключевых преимущества для фрикционных материалов: долговечность и плавность включения. С точки зрения долговечности и износостойкости, накладки из кевларового волокна служат в 2-3 раза больше органических собратьев, при этом, не изнашивая значительно рабочие поверхности маховика и нажимного диска.
Жаропрочность и коэффициент трения = 0.35-0.37 делает кевлар отличным выбором для внедорожников и других автомобилей, эксплуатируемых в жестких условиях при значительных нагрузках на трансмиссию.
Керамика
Керамический материал представляет собой смесь меди, железа, оловянистой бронзы, диоксида кремния и (или) графита. Смесь перечисленных «ингредиентов» в строго определенных составах спекается в единую пластину, которая затем приклепывается к ведомому диску сцепления. Благодаря своей структуре, керамические диски имеют высокую долговечность, выдерживают большие перепады температур и экстремальные нагрузки. Температурная стойкость керамики доходит до 540 градусов.
Важно отметить, что рабочие поверхности деталей – маховик и нажимной диск, сопряженные с такими накладками, должны иметь специально обработанные поверхности. Также для данного материала также важно отметить, что статический коэффициент трения находится в пределах 0.4-0.6, а это означает, что включение сцепления будет резким и неприятным для пассажиров. Для плавного трогания автомобиля с места водителю, незнакомому с таким сцеплением, предстоит потренироваться управлению педалями газа и сцепления. Керамические диски сцепления используются в легких дизельных грузовиках, гоночных автомобилях и сельскохозяйственной технике.
Металлокерамика
Металлокерамические накладки (Feramic) представляют собой комбинацию стали, диоксида кремния, оловянистой бронзы и графита. Иногда вместо стали используется чугун или алюминий. Состав компонентов данной смеси напоминает состав описанной выше керамики – разница состоит в значительно большем процентном содержании металлов. Проще говоря, этот материал – керамика, усиленная металлами: Feramic = Fe (ferrum -железо) + ceramic. Металлокерамические диски могут быть как цельными, так и сегментными.
Наибольшее распространение такие диски получили там, где мгновенное включение сцепления играет важную роль: в среде гоночных автомобилей. Это обеспечивается высоким коэффициентом статического и динамического трения (= 0.5-0.55) и высокой температурной стойкостью – до 600 градусов.







