Автосборочное производство

Копирование текста разрешено при условии ссылки на данный контент.
Процесс сборки автомобилей (кузова и шасси). Trim and chassis.
Процесс сборки автомобилей имеет аналогию между всеми автопроизводителями, но могут отличаться последовательностью. Важным аспектом можно выделить наличие автоматизации, т.к. именно на сборке этот показатель имеет самый низкий коэффициент, в пределах 10-15%. Как бы странно это не выглядело, но именно автоматизация специально минимизируется автопроизводителем и в цифрах это выглядит следующим образом: окупаемость автоматического процесса предприятию (оборудование) в денежном эквиваленте достигает 5 лет и более. Это высокий показатель, тогда как оптимальный срок окупаемости должен сохраняться до 3-х лет.
Касательно автоматизации на сборке.
Автоматическая сборка применяется зачастую для вклейки стекол, когда робот наносит клей на стекло и устанавливает на кузов.
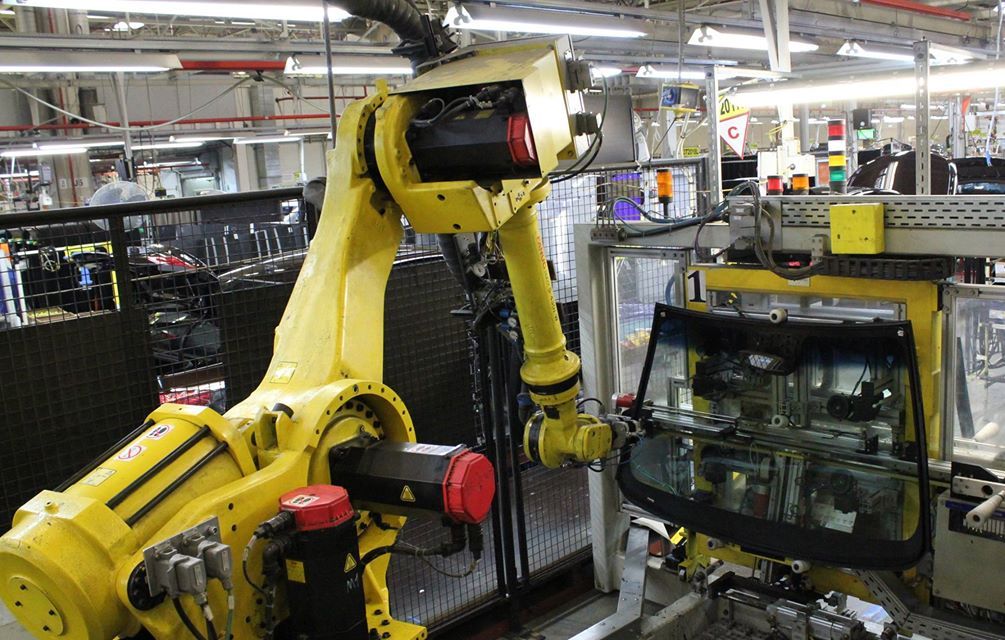 Процесс роботизированной вклейки стекла
Процесс роботизированной вклейки стекла
Остальные вариации это в основном манипуляторы, они облегчают вес изделия и скорость подачи крупной и тяжелой детали, например, как панель приборов, двигатель, двери, колеса, АКБ.
Передовые европейские заводы усовершенствовали процесс сборки интегрировав в конвейер возможность продольного кручения кузова, допустив 90 градусный поворот собираемого автомобиля. Данная опция позволяет быстро, качественно и с минимальной трудоемкостью для операторов производить сборку со стороны днища автомобиля. Т.к. это дорогое оборудование, в России нет подобных линий.

Оптимизации численности персонала возможна с помощью подачи деталей и комплектующих на конвейер посредством автоматических транспортеров AGV.
AGV – это автоматическая телега которая перемещается в заданной траектории. Траектория создается с помощью специальной ленты на полу, от точки А к точке Б и обратно, т.е. склад-конвейер-склад. Имеет она собственную АКБ батарею, блок управления, программатор, связь по WI-FI.

В СНГ AGV используют на Рено Россия (ранее Автофрамос), GM-AVTOVAZ, Nissan СПБ. Сегодня AGV пользуются популярностью, имеют окупаемость в течение года.
Логист на складе заполняет AGV и подтверждает отправку, далее транспортер приезжает к точке доставки и ожидает дальнейшей команды, сборщик на линии выгружает телегу на своем посту и подтверждает возврат на склад.
 Применение AGV в условиях производства
Применение AGV в условиях производства
Но, прогресс в сборочном производстве не стоит на месте и вместо автоматизации сборочные производства сконцентрированы на оптимизации процессов, именно этот пункт позволяет минимизировать количество персонала с максимальным экономическим эффектом, при этом улучшить показатели качества автомобиля, о них опишем ниже:
В особенности в этом заинтересованы отечественные автопроизводители и небольшие компании по производству крупных автокомпонентов. Например, российские автопроизводители редко производят замену модельного ряда, в том числе и фейслифт. Причина крайне проста, все сохранившиеся заводы наследия СССР перешли в частные руки с устаревшим и не модифицированным многие годы принципом работы, в свою очередь у владельцев нет свободных средств, как следствие мы слышим из СМИ о выделении государственной поддержки/субсидий.
Иностранные автопроизводители последовательно вели цикл оптимизаций, как один из простых примеров, это завод полного цикла держать в одних руках убыточно, концентрация осуществляется на основные процессы производства автомобиля, а именно Прессовое, Сварочное, Окрасочное, Сборочное.
Все вторичные производственные процессы, как например: производство баков, пластика (бампера, панели проборов и т.п.), сиденья, печки, шумоизоляция (в том числе ковры) и прочее отдается на аутсорсинг и изготавливается партнерами автопроизводителя.
Почему убыточен завод полного цикла? Опишем требуемые замороженные средства в этапах для деталей и комплектующих на примере производства металлического бензобака:
- Заводу необходимо закупить металл для бензобака (если используется металлический),
- Оплата доставки,
- Хранение на складе завода,
- Транспортировка внутри завода на раскрой,
- Далее, нарезка на заготовки,
- Штамповка,
- Транспортировка на сборку и “обварку” заготовок,
- Транспортировка на окраску,
- Процесс окраски,
- Далее транспортировка на подсборку навесных деталей и в качестве готового продукта через склад в сборочно-кузовной цех.
Данное количество операций занимает несколько дней прежде чем изделие будет установлено на автомобиль, а прибыль за готовую единицу продукции (в нашем случае бензобак) возможно получить только после продажи товарного автомобиля, что составляет примерно 3-4 месяца.
В общей сложности период замораживания средств для детали и ее комплектующих, персонала, здания, налога, электричества, логистики по заводу и т.д. составит порядка 5-6 месяцев.
Однозначно, компактное предприятие с основными циклами имеет меньший период оборота финансовых средств, что позволяет пустить их на развитие.
Все вторичные детали отданы поставщикам, где они сами заказывают оснастку, обслуживают здание и помещение, склады в том числе доставку до сборочного цеха на условиях 30 или 60 дневной отсрочки платежа перед заказчиком.
 Площадка GM
Площадка GM
 Площадка GM
Площадка GMНа примере General Motors.
Автопроизводитель не производит пластиковые детали, но имеет несколько поставщиков, где каждый изготавливает панель приборов, бампера, обшивки дверей. GM выставляет требования к качеству, согласовывает входные цены, производит постоянный аудит поставщика, это называется “развитием”.
При необходимости сделать фейслифт новому продукту, GM отдает поставщику
чертежи. Поставщик за счет собственных средств заказывает оснастку, ведет проект под ключ до серийного производства и поставки продукта на площадку GM.
Оплата затрат поставщика имеет 2 варианта:
- цена затрат поставщика ложится на стоимость детали,
- затраты оплачиваются отдельно после запуска производства.
Каждый из вариантов имеет отсрочку оплаты, что выгодно для GM.
Технологические процессы сборки автомобилей и мотоциклов и их агрегатов
Технологическим процессом сборки автомобиля, мотоцикла или агрегата (двигатель, коробка скоростей и т.п.) называется совокупность операций по соединению, координированию, фиксации, закреплению деталей и сборочных единиц для обеспечения их относительного положения и движения, необходимого функциональным назначением сборочной единицы и общей сборки машины. Трудоемкость процессов сборки в общем объеме производства современных автомашин составляет 30-50%. Сборочный процесс охватывает механическую сборку деталей, сборку электроэлементов и монтаж их пайкой, наладку и регулировку, а также контрольные проверочные операции.
Сборка – этообразование разъемных или неразъемных соединений составных частей, узлов или других изделий автомобиля или мотоцикла. Узловая сборка – это сборка, объектом которой является составная часть автомобиля или мотоцикла. Общая сборка – этосборка, объектом которой является изделие в целом (автомобиль, мотоцикл). Комплектующие изделия – это изделия предприятия-поставщика, применяемые как составная часть изделия выпускаемого предприятием. Сборочный комплект (кит комплект при тюнинге автомобиля или мотоцикла) – этогруппа составных частей изделия, которые необходимо подать на рабочее место для сборки изделия или его составной части.
Устанавливаются следующие виды изделий: детали, сборочные единицы, комплексы и комплекты.
Деталь – этоизделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций. К деталям относятся также изделия, подвергнутые покрытиям и изготовленные с применением местной пайки, сварки, склейки и т.п.
Сборочная единица – это изделие, составные части которого подлежат соединению между собой на предприятии изготовителе (свинчиванием, клепкой, сваркой и т.д.). Это понятие адекватно понятию «узел», реже «группа», но может быть и законченным изделием. Следует учесть, что технологическое понятие «сборочная единица» шире конструкторских терминов, т.к. может быть разбита на несколько единиц при разработке технологического процесса.
Комплекс – дваили более специфицированных изделий, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенные для выполнения взаимосвязанных эксплуатационных функций (например, автомобиль и автомагнитола или парктроник, станок с программным управлением, вычислительная машина и т.п.).
Комплект – дваили более изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера (комплект запасных частей, инструмента и принадлежностей автомобиля или мотоцикла и т.п.).
Классификация видов соединений.
1. По целостности соединений: разъемное и неразъемное соединение.
2. По подвижности составных частей: подвижное и неподвижное соединение.
3. По форме соприкасаемых поверхностей: плоская, цилиндрическая,
коническая и т.п.
4. По методу образования соединений: резьбовое, шпоночное, штифтовое,
Классификация видов сборки.
По объекту сборки: узловая и общая.
По последовательности сборки: последовательная, параллельная,
По стадиям сборки: предварительная, промежуточная, окончательная.
По подвижности объекта сборки:
1. подвижная с непрерывным перемещением (конвейер);
2. подвижная с периодическим перемещением;
3. неподвижная (стационарная).
По методу обеспечения точности сборки:
1. с полной взаимозаменяемостью;
2. селективная сборка;
3. с неполной взаимозаменяемостью;
5. с компенсационными механизмами;
6. с компенсационными материалами.
Сварка – одиниз наиболее распространенных способов неразъемного соединения деталей, применяемых в автомобилестроении.
Сварка это процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. В настоящее время создано очень много видов сварки (их число приближается к 100). Все известные виды сварки принято классифицировать по основным физическим, техническим и технологическим признакам. По физическим признакам, в зависимости от формы используемой энергии, предусматриваются три класса сварки:
— термическая сварка металлов
— термомеханическая сварка металлов
— механическая сварка металлов
Термический класс включает все виды сварки с использованием тепловой энергии (дуговая сварка, газовая сварка, плазменная сварка и т. д.).
Термомеханический класс объединяет все виды сварки, при которых используются давление и тепловая энергия (контактная сварка, диффузионная сварка).
Механический класс включает виды сварки, осуществляемые механической энергией (холодная сварка, сварка трением, ультразвуковая сварка, сварка взрывом).
Виды сварки классифицируются по следующим техническим признакам:
— по способу защиты металла в зоне сварки (в воздухе, в вакууме, под флюсом, в пене, в защитном газе, с комбинированной защитой);
— по непрерывности процесса (непрерывная, прерывистая);
— по степени механизации (ручная, механизированная, автоматизированная, автоматическая);
— по типу защитного газа (в активных газах, в инертных газах);
— по характеру защиты металла в зоне сварки (со струйной защитой, в контролируемой атмосфере).
Технологические признаки установлены для каждого вида сварки отдельно.
Дуговая сварка металла – этосварка плавлением, при которой нагрев свариваемых кромок осуществляется теплотой электрической дуги. Наибольшее применение получили четыре вида дуговой сварки.
Ручная дуговая сварка металла
Может производиться двумя способами:
Ручная дуговая сварка металла неплавящимся электродом предусматривает следующее: свариваемые кромки изделия приводят в соприкосновение. Между неплавящимся (угольным, графитовым) электродом и изделием возбуждают дугу. Кромки изделия и вводимый в зону дуги присадочный материал нагреваются до плавления, образуется ванночка расплавленного металла. После затвердевания металл в ванночке образует сварной шов. Этот способ используется при сварке цветных металлов и их сплавов, а также при наплавке твердых сплавов.

При сварке металла плавящимся электродом используется электрод, этот способ является основным при ручной сварке. Электрическая дуга возбуждается аналогично первому способу, расплавляет электрод и кромки изделия. Получается общая ванна расплавленного металла, которая, охлаждаясь, образует шов.
Автоматическая и полуавтоматическая сварка металла под флюсом выполняется путем механизации основных движений, выполняемых сварщиком при ручной сварке металла — подачи электрода в зону дуги и перемещения его вдоль свариваемых кромок изделия. При полуавтоматической сварке механизирована подача электрода в зону дуги, а перемещение электрода вдоль свариваемых кромок производит сварщик вручную. При автоматической сварке металла механизированы все операции, необходимые для этого процесса. Жидкий металл в ванночке защищают от воздействия кислорода и азота воздуха расплавленным шлаком, образованным от плавления флюса, подаваемого в зону дуги. Такая сварка металла обеспечивает высокую производительность и хорошее качество сварного шва.
Дуговая сварка металла в защитном газе выполняется неплавящимся (вольфрамовым) или плавящимся электродом. В первом случае сварной шов формируется за счет металла расплавленных кромок изделия. При необходимости в зону дуги подается присадочный материал. Во втором случае подаваемая в зону дуги электродная проволока расплавляется и участвует в образовании шва. Защиту расплавленного шва от окисления и азотирования осуществляют струей защитного газа, оттесняющего атмосферный воздух из зоны дуги.
Электрошлаковая сварка металла осуществляется путем плавления металла свариваемых кромок изделия, расположенных вертикально или под углом 45о, и электрода теплотой, выделяемой током при прохождении через расплавленный шлак. Кроме того, шлак защищает расплавленный металл от воздействия воздуха. Снизу к свариваемым изделиям приваривается вручную поддон. По обе стороны зазора между изделиями прижимаются формирующие шов медные ползуны с водяным охлаждением. Затем на поддон насыпается специальный флюс, над которым располагаются одна или две электродные проволоки. Дуга возбуждается под флюсом между электродами и поддоном. В зону горения дуги электродная проволока подаётся специальным механизмом. За счёт тепла дуги электродная проволока и флюс расплавляются, в результате образуется ванна расплавленного металла и над ней шлаковая ванна. В дальнейшем необходимое тепло образуется за счёт прохождения тока через расплавленный шлак, обладающий высоким сопротивлением (согласно закону Ленца-Джоуля). По мере накопления в ванне жидкого металла и шлака медные ползуны вместе с механизмом подачи электродной проволоки и флюса перемещаются автоматически снизу вверх со скоростью подъёма жидкого металла.
Особые виды сварки металла
В автомобильной промышленности все более широкое распространение получают тугоплавкие и химически активные металлы и сплавы. Они применяются в особо ответственных узлах. Для получения высококачественных швов в этих случаях используют источники с высокой концентрацией теплоты и осуществляют сварку в среде с очень низким содержанием кислорода, азота и водорода. Наиболее часто применяются электронно-лучевая и плазменная сварки.
Электронно-лучевая сварка металла осуществляется путем использования кинетической энергии концентрированного потока электронов, движущихся с большой скоростью в вакууме. Устройство для электронно-лучевой сварки похоже на устройство кинескопа (катод, ускоряющий электрод, магнитная линза, напряжение 30-100 кВ).
Плазменная сварка металла основана на использовании струи ионизированного газа — плазмы, содержащего электрически заряженные частицы и способного проводить ток. Энергия дуговой плазменной струи зависит от сварочного тока, напряжения, расхода газа и др. факторов. Источники питания дуги должны иметь рабочее напряжение более 120 В. Плазмообразующий газ служит также защитой расплавленного металла от окружающего воздуха.
Пайка. Паяние, — процесс получения неразъёмного соединения материалов (стали, чугуна, стекла, графита, керамики и др.), находящихся в твёрдом состоянии, расплавленным припоем. При паянии происходят взаимное растворение и проникновение основного материала и припоя, заполняющего зазор между соединяемыми частями изделия. По механизму образования паяного шва различают пайку готовым припоем, контактно-реактивную, реактивно-флюсовую, металлокерамическую, диффузионную в активной и нейтральной газовой среде, в вакууме и др., по источнику нагрева – пайкупаяльником, инфракрасными лучами, лазером, индукционную, злектродуговую, газопламенную и др.
Склеивание – методполучения неразъемного соединения (клеевого соединения) деталей, основанный на адгезии клеевой прослойки и склеиваемого материала. Клеевая прослойка формируется из клея путем заполнения им зазора между соединяемыми деталями и образует самостоятельную фазу. Если имеет место (напр., вследствие диффузии клея) непрерывный структурный переход между соединяемыми материалами, то правильнее говорить не о склеивании, а о сварке. Помимо адгезии прочность клеевого соединения определяется когезией клеевой прослойки и соединяемого материала, а также конструкцией соединительного шва.
Склеивание позволяет соединять разнородные материалы, сохраняя их структуру и свойства, объединять большие поверхности (в т. ч. сложной формы и в труднодоступных местах), придает конструкции повышенную трещиностойкость по сравнению с монолитной, экономит энергию (по сравнению со сваркой). Недостатки склеивания: значительная продолжительность рабочего цикла, особенно в случае использования реактивного клея, необходимость применения многооперационной технологии, рост технологических затрат при повышенных требованиях к качеству соединения, высокая трудоемкость подготовительных операций.
Склеивание включает следующие основные операции: приготовление клея, подготовку соединяемых поверхностей, нанесение клея (иногда с открытой выдержкой), приведение поверхностей в контакт, отверждение (или затвердевание) клея, контроль качества клеевого соединения.
В маршрутной технологии устанавливается последовательность сборочных и контрольных операций. Маршрутной технологией сборки, в которой перечисляются только операции в их технологической последовательности для всего процесса сборки, можно ограничиться при индивидуальном и мелкосерийном производстве.
Методы контроля и его оснащение разрабатываются в непосредственной связи и одновременно с проектированием процесса сборки, когда составляются технические задания на разработку специального инструмента, приспособлений и установок для контроля.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет







