СЕЛЕКТИВНАЯ СБОРКА
группового подбора метод, — метод сборки машин и механизмов, при к-ром осуществляют соответствующий подбор попарно работающих деталей. Поступающие на сборку детали сортируют по размерным группам, внутри к-рых сопрягаемые детали (охватываемая и охватывающая) имеют наиболее благоприятные для соединения фактич. размеры (с наиболее близкими полями допусков). С. с. позволяет снизить стоимость изготовления деталей благодаря расширению пределов допуска размера партии сопрягаемых деталей.
Большой энциклопедический политехнический словарь . 2004 .
Смотреть что такое «СЕЛЕКТИВНАЯ СБОРКА» в других словарях:
Селективная сборка — см. в ст. Сборка машин … Большая советская энциклопедия
Сборка машин — соединение в определённой последовательности и закрепление деталей, подузлов и узлов для получения машины, удовлетворяющей её назначению. Узлом называют разъёмное или неразъёмное соединение составных частей изделия. Характерным признаком… … Большая советская энциклопедия
СБОРКА МАШИН — часть производств. процесса, заключающаяся в соединении готовых деталей, сборочных единиц и агрегатов в определ. последовательности, в результате чего получают готовую, машину или механизм, полностью отвечающие установл. технич. требованиям.… … Большой энциклопедический политехнический словарь
ГРУППОВОГО ПОДБОРА МЕТОД — см. Селективная сборка … Большой энциклопедический политехнический словарь
Поточное производство — Поточное производство прогрессивный метод организации производства, характеризующийся расчленением производственного процесса на отдельные, относительно короткие операции, выполняемые на специально оборудованных, последовательно… … Википедия
ISO 13778:1999 — изд.1 D TC 123/SC 5 Подшипники скольжения. Обеспечение качества тонкостенных полуподшипников. Селективная сборка подшипников для получения диапазона узких зазоров раздел 21.100.10 … Стандарты Международной организации по стандартизации (ИСО)
электрический — 3.45 электрический [электронный, программируемый электронный]; Е/Е/РЕ (electrical/electronic/ programmable electronic; Е/Е/РЕ) основанный на электрической и/или электронной, и/или программируемой электронной технологии. Источник … Словарь-справочник терминов нормативно-технической документации
Селективная сборка
Сущность селективной сборки состоит в том, что детали соединения изготавливают с технологически выполнимыми и экономически целесообразными допусками. Изготовленные детали измеряют и сортируют на группы по действительным размерам. Сборку соединений производят по одноименным группам.
Селективной называют сборку изделий из деталей, предварительно рассортированных на группы по их действительным размерам. Этот метод применяют, для различных соединений в том числе и при решении размерных цепей и называют также методом групповой взаимозаменяемости. Селективная сборка позволяет увеличить точность замыкающего звена размерной цепи без увеличения точности обработки составляющих звеньев. Можно уменьшить точность изготовления составляющих звеньев узла и посредством селективной сборки получить потребный допуск замыкающего размера. Cборка узлов производится из одноименных групп. В некоторых случаях получение изделий в массовом производстве без применения селективной сборки вообще невозможно. Например, подшипники качения, ответственные резьбы с натягом, точные поршневые группы, топливные насосы дизелей, и другие высокоточные изделия можно получить только с помощью селективной сборки.
Селективную сборку применяют:
— с целью повышения точности замыкающего размера без уменьшения допусков на детали, образующие узел;
— с целью расширения допусков на обработку при сохранении заданной точности замыкающего размера.
Основное достоинствоселективной сборки — снижение затрат и получение требуемой точности сопряжения, достижение которой технологически затруднительно или невозможно.
Недостаткиселективной сборки:
— дополнительные затраты на измерение деталей, сортировку, маркировку, хранение;
— обеспечивается неполная (групповая) взаимозаменяемость.
— возникает незавершенное производство в результате разного количества деталей в одноименных группах сортировки.
— рациональность применения при крупносерийном и массовом производстве.
Пример: необходимо изготовить для сборки с указанным зазором.
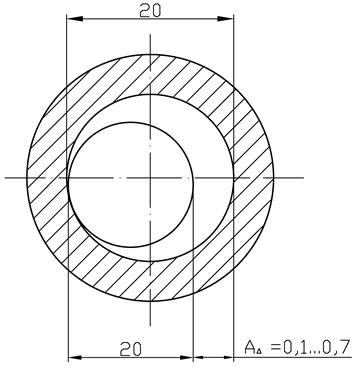
Выделим размерную цепь узла:
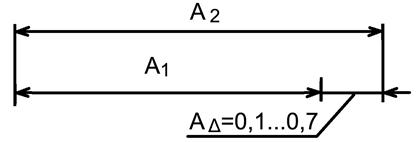
где n=3,число размеров
TAi=
А2 увеличивающий, А1 уменьшающий. Для А2 назначим допуск в тело от нуля и поэтому A2=20+0,3, за увязочный примем А1 по уравнению ES∆= —
—
ES∆=ESA2-EIA1; EIA1= ESA2- ES∆
ESA2= EIA2+ТА2=-0,4+0,3=-0,1 мм
Тогда А2=
а)Условия сборки узла изменились и необходимо получить ТА∆=300 мкм.
Можно заказать новую партию деталей с более жестким допуском.
Но не изготавливая вновь детали можно разделить партию на 2 группы:
А1 =20
=20  А1
А1 =20
=20  ТА∆=300 мкм
ТА∆=300 мкм
А2=20  А2=20
А2=20  ТА∆=300 мкм
ТА∆=300 мкм
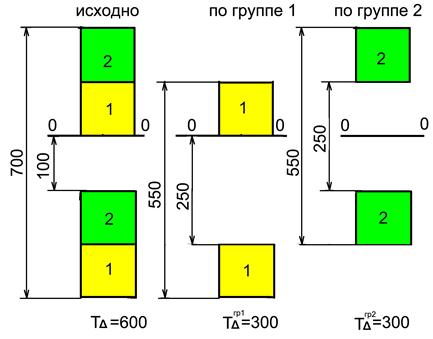
Данное решение получено в предположении, что количество валов и отверстий по группам одинаково, что не всегда так при мелкосерийном производстве, массовое производство позволяет получать практически, собирать 100 % изделий.
б)условия производства изменились и не позволяют изготавливать изделие с TA∆=0,6 мм. В этом случае можно изготовить узел с TA∆=1,2 мм, а затем, аналогично разделив серию деталей на 2 группы получить в сборке TA∆=0,6 мм.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Основы электроакустики
Исследованию метода селективной сборки и изучению ее теоретических основ был посвящен целый ряд работ отечественных ученых. Селективная сборка появилась вследствие несоответствия точности имеющегося оборудования требованиям, выдвигаемым теорией взаимозаменяемости, когда переход на новое, более точное оборудование при ограниченных масштабах производства приводит к значительному возрастанию себестоимости изделия.
 Метод селективной сборки или иначе, метод групповой взаимозаменяемости заключается:
Метод селективной сборки или иначе, метод групповой взаимозаменяемости заключается:
- в изготовлении деталей узлов по технически выполнимым или экономически целесообразным производственным допускам;
- в измерении партии входящих в соединение деталей, при этом измеряются действительные отклонения величин влияния от номинального размера, или иначе, отклонения характеристик, оказывающих непосредственное влияние на требуемую точность соединения;
- предварительной сортировке партии входящих в соединение деталей на размерные группы в пределах фактических производственных допусков
- непосредственной сборке соединений из деталей соответствующих групп.
Взаимозаменяемость достигается в пределах каждой сортировочной группы (метод групповой взаимозаменяемости), т.е. в пределах каждой группы допуск на целевую величину имеет функционально приемлемое значение. Одним из основных факторов, определяющих точность процесса селективной сборки и границы полей допусков сопрягаемых групп, является число групп допусков s (s=1,…,m). Разбивка производственного поля допуска на селективные группы может производиться двумя способами:
от нижней границы поля допуска, т.е. от наименьшего размера к наибольшему – m = smax ; симметрично координат середины поля допуска, при этом для нечетного числа групп m=smax-smin+1.
Кроме того, групповые допуски величины влияния должны быть равны между собой. т.е. должно соблюдаться условие: Это условие обеспечивает соблюдение поля допуска при соединении деталей, взятых из соответствующих групп.
Суть селективной сборки наглядно на примере трехзвенной размерной цепи, к которой можно свести любую размерную цепь, путем суммирования ее звеньев в каждой ветви.
количество групп допусков; Smax Smin- максимальный и минимальный зазор в посадке, Sгрmax; Sгрmin- максимальный и минимальный групповой зазор посадки; IТпосгр- групповой допуск на посадку IТпос- допуск на посадку. Одной из основных проблем селективной сборки является избыток одних и нехватка других деталей в группах, т.е. «незавершенное производство». Наличие незавершенного производства обусловлено двумя причинами:
а) неидентичностью формы и расположения кривых рассеяния действительных значений величин влияния;
б) выбором метода разбивки полей допусков на группы и расчета групповых допусков, способностью выбранного метода расчета
Таким образом, одним из основных требований, предъявляемых к методу селективной сборки является идентичность формы и расположения кривых рассеяния отклонений относительно полей допусков. Возникновение неидентичности кривых законов распределения действительных размеров величин влияния обусловлено, в свою очередь, рядом причин. Они имеют различное происхождение: различная точность при изготовлении, систематические и случайные погрешности настройки оборудования, обусловленные как температурными отклонениями при измерении и настройке так и «психологическими» ошибками, которые заключаются в стремлении работать и настроить станок, как можно дальше от границы неисправного брака.
Вторым основным требованием является правильность выбора метода расчета групповых допусков для селективной сборки, от точности расчетов по которому зависит величина не сборки. Условно методы расчета групповых допусков можно разделить на графические и численные. Суть графических методов заключается в том, что кривые распределения действительных размеров величин влияния разбивается на неравные части таким образом, чтобы соответствующие участки под кривыми распределения всех величин влияния имели одинаковую площадь. Численные методы расчета групповых допусков также опираются на критерий минимизации числа не собираемых деталей и отыскание наилучшей комбинации процедур сборки при выбранных групповых допусках.
Точность изготовления деталей при селективной сборке заменяется точностью измерения отклонений действительных размеров, а, следовательно, точностью их сортировки, поэтому если погрешность измерения, а, следовательно, сортировки, больше, чем групповые допуски, то селективная сборка не может быть осуществлена, так как именно ценой деления измерительного прибора определяется минимальная величина градации селективных групп, не зависимо от метода измерения и степени автоматизации или механизации технологического процесса. Таким образом, метод селективной сборки позволяет получить любую точность соединения, ограниченную лишь метрологическими возможностями сортировки на селективные группы, в то время как допуски на изготовление могут быть сравнительно грубыми.
Применимость селективной сборки для данных производственных условий обусловлена двумя аспектами:
- возможностью значительного расширения полей допусков составляющих узла и доведением их до экономически и технологически достижимых значений;
- экономическими выгодами, получаемыми от расширения допусков на составляющие до экономически целесообразных, что позволяет снизить затраты на изготовление отдельных деталей.
Выгоды от сокращения таких затрат на изготовление превосходят те дополнительные расходы, которые вызываются усложнением технологического процесса сборки, которое возникает из-за введения в сборочный цикл операции измерения деталей, а следовательно, новой измерительной техники и сортировки на группы. Практикой было доказано, что повышение точности измерения требует значительно меньше затрат, нежели повышение точности изготовления деталей. Селективная сборка может выполнять более широкую задачу, например, соединение отдельных деталей по физическим и химическим свойствам. Ни один из вышеперечисленных методов сборки, за исключением, пожалуй, метода полной взаимозаменяемости, не может быть использован для соединения узлов, например, по химическим свойствам. Однако метод селективной сборки имеет свои конструктивные и эксплуатационные ограничения на применение. Селективная сборка не может быть применена в том случае, когда одно и то же звено или величина влияния своими несколькими параметрами входит в различные узлы, собираемые селективным методом, так как такое многопараметрическое комплектование значительно усложняет организацию сборочного процесса и точностной расчет.
Самым главным недостатком селективной сборки является наличие незавершенного производства и сборочных заделов. При селективной сборке необходим комплект деталей известных селективных групп, а для его получения требуется иметь, как правило, деталей больше, чем необходимо для одной сборки. Это объясняется тем, что при изготовлении комплектующих кривые распределения действительных размеров величин влияния имеют различный характер. Несобираемые остатки должны или дожидаться следующей сборочной партии, или дорабатываться до нужного размера для обеспечения сборочного комплекта, или составлять производственные потери. Наличие незавершенного производства в свою очередь увеличивает себестоимость изделия и ведет к дополнительным производственным издержкам. Чтобы избежать наличия незавершенного производства становиться обязательным наличие специфического сборочного задела. Для сборки данной партии узлов селективным методом требуется число наборов деталей, большее, чем число узлов, что тоже требует дополнительных производственных и экономических затрат. Кроме того, возникает вопрос о хранении и учете незавершенного производства на сборочных участках и на комплектовочных складах. Ограничения и недостатки, описанные выше, накладывают непосредственный отпечаток на область применения селективной сборки. Применимость селективной сборки в чистом виде фактически ограничивается массовым длительным производством, так как при серийном и тем более при мелкосерийном производстве получается большой процент не сборки
В завершении следует отметить, что использование селективной сборки возможно в комбинации с другими сборочными методами: с методом полной взаимозаменяемости или с методом пригонки.







