Болты от автомобиля газ


| |||||

 Поперечина опоры КПП и Болты
Поперечина опоры КПП и Болты
| Трансмиссия Всё, что касается сцепления, КПП, карданной передачи и заднего моста. |
| Поиск по форуму |
| Поиск по метке |
| Расширенный поиск |
| Найти все хорошие сообщения |
| Поиск по дневникам |
| Поиск по метке |
| Расширенный поиск |
| Поиск в галерее |
| Расширенный поиск |
![]()
Доброго времени суток.
Коллеги. У меня как всегда странный вопрос. Есть желание сменить опору КПП. Буду ставить резиновую опору. Она прикручивается к поперечине, которая в свою очередь прикручивается к кузову.
Для наглядности как раз ключем крутят интересующий болт. 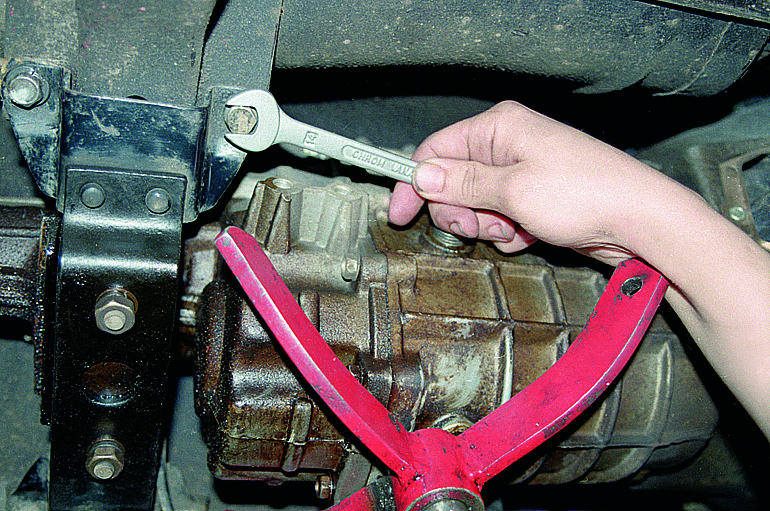
Вопрос: какие болты использовать для этой поперечины?
Плотностью 8.8 пойдут?
Старые уже все и исжованной резьбой и шляпками. У меня постоянная проблема с болтами по наследству от прежнего владельца. Либо резьбе хана, либо шляпки сорванные. Поэтому стараюсь менять на новые чтобы потом не иметь проблем с откручиванием. Причем так 90% болтов и гаек.
Сейчас установлены без маркировки. Узел ответственный, если при торможении все это счастье отвалится, то будет не хорошо.
В автомагазинах как всегда разводят руками. Дескать нету таких болтов. А вот магаз с качественным крепежом есть в зоне доступа. Но там надо определиться с плотностью.
Извиняюсь за глупый вопрос и заранее спасибо.
Сборка двигателя автомобиля ГАЗ-66, ГАЗ-53
Для сборки двигателя, так же как и для его разборки, блок цилиндров двигателя в сборе с картером сцепления закрепляют на стенде (см. рис. 1).
Все детали двигателя перед сборкой подбирают по размерам, тщательно промывают, продувают сжатым воздухом и протирают чистыми салфетками. Все резьбовые соединения (шпильки, пробки, штуцера и т. д.), если они вывертывались при разборке или были заменены, необходимо ставить на сурике или свинцовых белилах, разведенных натуральной олифой.
 Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
К постановке на ремонтируемый двигатель не допускаются:
— шплинты и шплинтовочная проволока, бывшие в употреблении;
— пружинные шайбы, потерявшие упругость;
— болты и шпильки с вытянувшейся резьбой;
— гайки и болты с изношенными гранями;
— детали, имеющие на резьбе более двух забоин или вмятин или сорванные нитки резьбы;
Собирают двигатель в порядке, обратном разборке.
Ниже приводятся отдельные рекомендации и дополнительные требования по сборке двигателя.
При замене гильз цилиндров перед установкой гильзу подбирают по гнезду в блоке цилиндров.
Гильзы подбирают при помощи точной металлической линейки и набора щупов следующим образом:
— гильза, установленная на свое место в блоке цилиндров без уплотнительных прокладок, должна утопать относительно привалочной поверхности блока цилиндров.
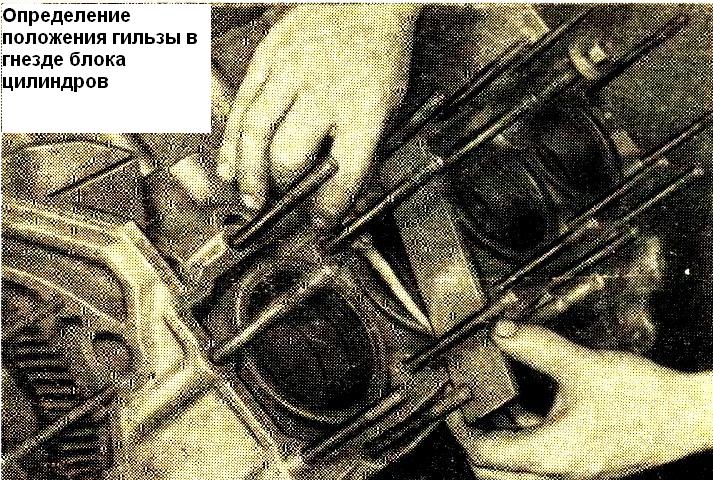
Линейку устанавливают на привалочную поверхность, а щуп вводят в зазор между линейкой и торцом гильзы (рис. 2).
Толщину прокладки выбирают таким образом, чтобы после установки гильзы с прокладкой было обеспечено возвышение ее над поверхностью блока цилиндров в пределах 0,02—0,09 мм.
Уплотнительные прокладки выпускают различной толщины:
0,3; 0,2; 0,15 и 0,1 мм. В зависимости от зазора на гильзу цилиндра надевают ту или иную прокладку, иногда необходимую величину получают набором прокладок различной толщины.
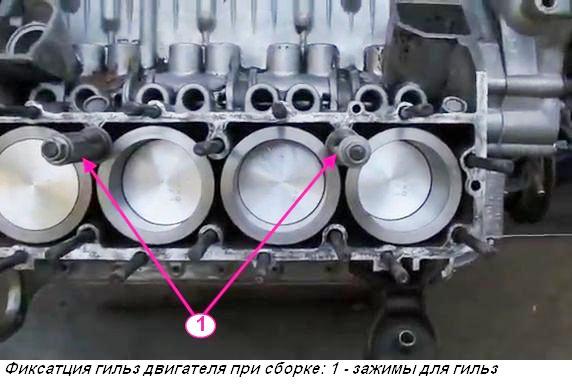
После установки в блок цилиндров гильзы закрепляют втулками-зажимами (см. рис. 3).
В качестве заднего сальника на двигателях применяют асбестовый шнур, пропитанный масляно-графитовой смесью. В гнезда блока цилиндров и сальникодержателя укладывают шнур длиной 140 мм. При помощи приспособления шнур опрессовывают в своих гнездах легкими ударами молотка, как указано на рис. 4. Не снимая приспособления, подрезают концы шнура заподлицо с плоскостью разъема сальникодержателя. Срез должен быть ровным, разлохмачивание концов и неровный срез не допускаются.

При сборке коленчатого вала с маховиком и сцеплением соблюдают следующие требования.
Гайки крепления маховика затягивают, обеспечивая момент 7,6—8,3 кГм.
При сборке сцепления ведомый диск устанавливают демпфером к нажимному диску и центрируют по подшипнику коленчатого вала (в качестве оправки может быть использован ведущий вал коробки передач).
Метки «О», выбитые на кожухе нажимного диска и маховика около одного из отверстий для болтов крепления кожуха, необходимо совместить.
Коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
При балансировке снимают лишнюю массу с тяжелой стороны высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм.
Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров.
Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.

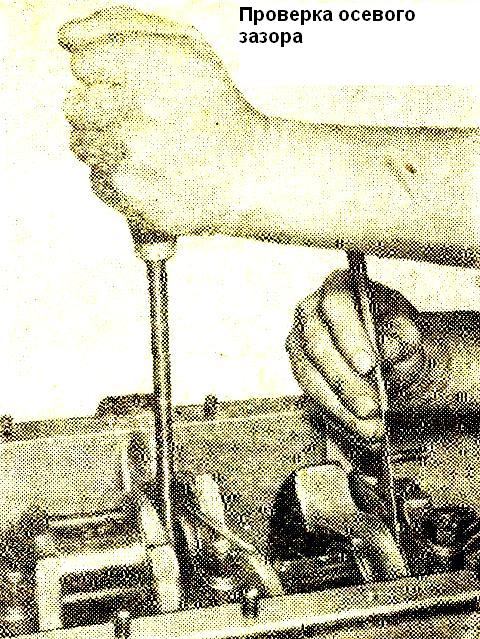
После напрессовки шестерни коленчатого вала (рис. 5) при помощи съемника и упорной втулки проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала (рис. 6). Зазор должен быть в пределах 0,075 — 0,175 мм.
При сборке деталей шатунно-поршневой группы необходимо соблюдать следующие требования.
Поршневые пальцы подбирают к шатунам так, чтобы при комнатной температуре (+18 0 С) слегка смазанный палец плавно перемещался в отверстии шатуна под легким усилием большого пальца руки.
Перед сборкой поршни нагревают в горячей воде до +70 0 С.
Запрессовка пальца в холодный поршень не допускается, так как это может привести к порче поверхностей отверстий бобышек поршня, а также к деформации самого поршня.
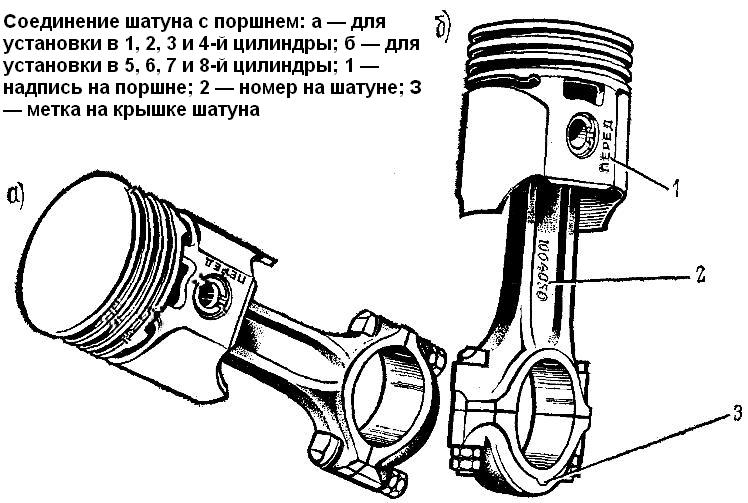
Шатуны и поршни при сборе ориентируют следующим образом: для поршней первого, второго, третьего и четвертого цилиндров надпись на поршне «перед» и номер, выштампованный на стержне шатуна, должны быть направлены в противоположные стороны, а для поршней пятого, шестого, седьмого и восьмого цилиндров — в одну сторону (рис. 7).
Стопорные кольца поршневого пальца устанавливают в канавки бобышек поршня так, чтобы отгиб усика был направлен наружу.
Поршневые кольца подбирают по гильзам, в которых они будут работать. Зазор, замеренный в стыке кольца, уложенного в гильзу, должен быть в пределах 0,3—0,5 мм для компрессионных и маслосъемных колец. В верхнюю поршневую канавку устанавливают хромированное, а во вторую — луженое компрессионное кольцо выточкой на внутренней стороне к днищу.
Перед установкой в гильзы цилиндров стыки поршневых колец расположить под углом в 120° друг к другу, а на шатунные болты следует надеть защитные латунные колпачки, чтобы избежать случайной порчи поверхности шатунных шеек.
При установке поршней в гильзы цилиндров следить за тем, чтобы надпись на поршне «перед» была направлена к переднему торцу блока цилиндров. Гайки болтов шатуна затянуть (момент 6,8 — 7,5 кгм) и законтрить.

После запрессовки шестерни на распределительный вал (рис. 8) проверить щупом осевой зазор между упорным фланцем и торцом шестерни распределительного вала. Зазор должен быть в пределах 0,08 — 0,2 мм.
1.6.3 Размеры крепежа
По многим причинам изготовители автомобилей все шире и шире применяют метрический крепеж. Однако, важно знать разницу между используемым иногда стандартным (называемым также американским, или стандарта SAE) и более универсальным в системе мер метрическим крепежом, так как, не смотря на внешнюю схожесть, они не являются взаимозаменяемыми.
Все болты, как стандартные, так и метрические классифицируются по диаметру, шагу резьбы и длине. Например, стандартный болт 1/2 — 13 х 1 имеет пол дюйма в диаметре, 13 витков резьбы на один дюйм и длину 1 дюйм. Метрический болт М12 — 1.75 х 25 имеет диаметр 12 мм, шаг резьбы 1.75 мм (расстояние между соседними витками) и длину 25 мм. Оба болта внешне практически идентичны, однако не являются взаимозаменяемыми.
В дополнение к перечисленным признакам как метрические, так и стандартные болты могут быть идентифицированы путем осмотра головки. Для начала, расстояние между лысками головки метрического болта измеряется в мм, тогда как у стандартного — в дюймах (то же справедливо и для гаек). Как следствие, стандартный гаечный ключ не годится для использования с метрическим крепежом, и наоборот. Кроме того, на головках большей части стандартных болтов обычно имеются радиальные зарубки, определяющие максимальное допустимое усилие затягивания болта (степень прочности). Чем больше количество зарубок, тем выше допустимое усилие (на автомобилях обычно применяются болты со степенью прочности от 0 до 5). Класс прочности метрических болтов определяется цифровым кодом. Цифры кода обычно отливаются, как и для стандартных, на головке болта (на автомобилях обычно применяются болты классов прочности 8.8, 9.8, и 10.9).
 |
 | Маркировка класса прочности болтов (вверху – стандартные/SAE/SS, внизу – метрические). |
Также по меткам класса прочности стандартные гайки могут быть отличены от метрических. Для идентификации прочности стандартных гаек применяются точечные метки, проштамповываемые на одной из торцевых поверхностей гайки, в то время как маркировка метрических гаек производится с помощью опять-таки цифр. Чем больше количество точек, или чем выше значение цифрового кода, тем выше допустимое усилие затягивания гайки.
Торцы метрических шпилек также маркируются в соответствии с классом их прочности. Крупные шпильки маркируются цифровым кодом, тогда как на более мелкие наносится маркировка в виде геометрической фигуры.
Следует заметить, что значительная часть крепежа, в особенности класса прочности от 0 до 2, вообще не маркируется. В этом случае единственным способом отличия стандартного крепежа от метрического является измерение шага резьбы, или сравнивание резьбы с однозначно идентифицированной.
Стандартный крепеж часто называют также, в противоположность метрическому, крепежом стандарта SAE, однако, следует помнить, что под классификацию SAE попадает лишь мелкий крепеж. Крупный крепеж с неметрической резьбой является крепежом американского стандарта (USS).
Так как крепеж одного и того же геометрического размера (как стандартный, так и метрический) может иметь различные классы прочности, при замене на автомобиле болтов, гаек и шпилек следует уделять внимание соответствию класса прочности устанавливаемого нового крепежа классу прочности старого.
Маркировка класса прочности стандартных шестигранных гаек
| Класс прочности | Идентификация класса | |||||||
| Шестигранная гайка — класс прочности 5 |  | |||||||
| Класс прочности | Идентификация класса |
 | |
| Шестигранная гайка — класс прочности 10 |  |
Маркировка класса прочности метрических шпилек
Размеры/маркировка класса прочности стандартных (SAE и USS) болтов
 | G — Маркировка класса прочности L — Длина (в дюймах) T — Шаг резьбы (количество витков на дюйм) D — Номинальный диаметр (в дюймах) |
Размеры/маркировка класса прочности метрических болтов
 | P — Класс прочности L — Длина (в мм) T — Шаг резьбы (расстояние между соседними витками в мм) D — Номинальный диаметр (в мм) |
Размеры метрических резьб







